

Gluing Panels - the Edge to Edge Joint:
by Doug Smith
Building furniture or cabinetry will usually lead us to needing solid wood panels at some point, whether for a door or a top. Our ancestors had available to them boards of greater width than is usually available today. Consequently, we find glue-ups necessary to achieve these greater widths. Lets examine how to do glue-ups using yellow (aliphatic resin) glues and debunk a few myths in the process.
Panel Appearance
As woodworkers, we all know we have to be concerned with wood
movement but aside from that I consider appearance to be the
#1 priority in choosing your material for glue-ups. At the onset
of a project, I will choose my door panels or tops (these are
the main "show" pieces) from the best material. The
final length and the width of the piece determines the board
choices. I also consider the fewest glue joints to lead to the
best looking panel and try to plan accordingly. In planning,
I have found that a lumber crayon helps me keep things straight
as I choose, and also comes in handy throughout the process.
Tops, either for tables or other cabinetry, will usually be the longest, widest and thickest of your panels. I choose boards for this application first. Appearance will lead me to the widest boards that "blend" in their graining and color and in them I look for wind, bow and cup in that order. Wind has to be rejected, unless you can straighten large boards and still achieve the final thickness. Bow is a maybe; a lot depends on the length, whereas cup can be tamed by ripping, jointing and re-gluing. But since this is your first choice of boards, let's assume that all stock is nice and straight. (Note: I usually buy FAS hardwoods in quantities of 500 BF, random lengths, and widths, surfaced to 7/8", and straight lined/one edge .) I will choose material for door panels next, usually frame and panel doors, with the panels being raised. I thickness these panels to 5/8", and they are usually not as long as a top so I have a lot more choices regarding wind, bow and cup. With appearance as the main guide, I still try to have flat boards for glue ups, trying to steer clear of any potential problems.
Crosscutting, Ripping, and Jointing
 So, we now have neatly
labeled stock, organized for the next process... cutting to rough
length. I add approximately 4" to finished length, sometimes
a little more for checks at board ends. From the radial arm saw,
I turn to the table saw to rip the parts, achieving parallel
edges which results in a parallel panel. Rip off any wane or
other edge defects but rip for the greatest width possible on
all boards.
So, we now have neatly
labeled stock, organized for the next process... cutting to rough
length. I add approximately 4" to finished length, sometimes
a little more for checks at board ends. From the radial arm saw,
I turn to the table saw to rip the parts, achieving parallel
edges which results in a parallel panel. Rip off any wane or
other edge defects but rip for the greatest width possible on
all boards.
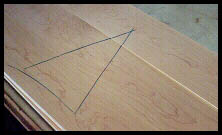
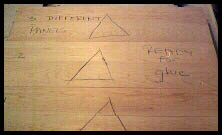
With sawn edges, I orient the boards for their best appearance, laid edge to edge - this is time for the final choice. I DO NOT alternate annual rings but let this be random choice. Once again, final appearance is the main consideration. Using the crayon, mark a triangle across all boards and you won't ever second guess what your arrangement is again. Allow enough so that your panel will end extra wide. I always size to both length and width after getting the panel once again flat and to final thickness.
Jointing is next. I use a 6" Jet jointer for this operation starting with the longest boards first. (Though I have heard that sawn edges will produce acceptable glue joints, I have never tried it, thinking that the jointed edge is far superior.) These are jointed and returned, side by side, (according to the layout triangle), to check the joint. Even though the fence of the jointer is checked out as being 90 deg., I still run consecutive edges as congruent angles, only flipping to the other direction if I get bad chipouts. My aim is for a straight or a slightly sprung joint. The ends should never be open, NOT even slightly, as this can ruin a perfectly good glue up. The gap in the middle (spring joint) should be able to close with only moderate hand pressure. Jointer feed speed is important also; pick a medium feed rate that doesn't leave a "washboard" on the edge.
When you are satisfied with the joints, it is time to glue up. This is the optimum time - the wood has been freshly prepared and time will only degrade the interface. Being a bit persnickety, I only joint two clamp set-ups worth of boards at a time. On to the clamping.
Preparation
 Think clamp set up and a
dry run. A level surface for your clamps is important, you don't
want to introduce any distortions into the panel. I have used
the floor for longer panels and the bench top for shorter ones.
The dry run will assure that the joinery is correct and that
you have enough clamps for the length. I usually use 3 clamps,
2 on the bottom and 1 on the top. This works well for the majority
of lengths. A general allowance is 8" to 14" per clamp
bar but don't get too locked into "rules" here, pressure
on edge joints is at a minimum. Correct joints is the key. A
properly prepared joint can be glued with no pressure other than
gravity. Apply your glue and rub the joint together along its
length, for about an 1" or so of movement, then stand the
panel on edge...it will bond successfully!
Think clamp set up and a
dry run. A level surface for your clamps is important, you don't
want to introduce any distortions into the panel. I have used
the floor for longer panels and the bench top for shorter ones.
The dry run will assure that the joinery is correct and that
you have enough clamps for the length. I usually use 3 clamps,
2 on the bottom and 1 on the top. This works well for the majority
of lengths. A general allowance is 8" to 14" per clamp
bar but don't get too locked into "rules" here, pressure
on edge joints is at a minimum. Correct joints is the key. A
properly prepared joint can be glued with no pressure other than
gravity. Apply your glue and rub the joint together along its
length, for about an 1" or so of movement, then stand the
panel on edge...it will bond successfully!
I believe the best edge joint is from a wood-to-wood bond. I do not EVER use biscuits in edge joints. If you choose to, think of them only for surface alignment, never as "added" strength. They add nothing to the strength of a properly prepared joint. I have always bought time at a shop with a wide belt sander to take care of lots of panel glue-ups and think this is well worth the cost. (Note: I have since gotten a wide belt sander for my own shop.)
Gluing Up
 The number of boards in
a glue up will determine how hard it is to achieve surface alignment,
only 2 boards, of course being the easiest. Let's assume 5 boards
and tackle how to glue them and align them. After the dry run,
loosen your clamps and stand four of the boards on edge. Use
a bit of care here so as not to tip clamps or boards. Run a squiggle
of glue down each edge, then lay the board (next to the 5th,
unglued one) flat, and give it a rub movement to wet both edges
with the glue. Repeat with each board in succession, a glued
one to the first two, then a glued one to the three, etc. Pull
your clamps up to the edge ready to tighten.
The number of boards in
a glue up will determine how hard it is to achieve surface alignment,
only 2 boards, of course being the easiest. Let's assume 5 boards
and tackle how to glue them and align them. After the dry run,
loosen your clamps and stand four of the boards on edge. Use
a bit of care here so as not to tip clamps or boards. Run a squiggle
of glue down each edge, then lay the board (next to the 5th,
unglued one) flat, and give it a rub movement to wet both edges
with the glue. Repeat with each board in succession, a glued
one to the first two, then a glued one to the three, etc. Pull
your clamps up to the edge ready to tighten.
I always start with the middle clamp and work outwards. Give the middle one just the slightest of snugging, then push down on boards that are high to align the face. Moving at a steady pace, you are using glue "swim" to achieve alignment. A tad more in the snugging department but not enough that they "swim" back out of alignment. Moving to a bottom clamp at the edge, work on face alignment before snugging. (If there is any spring to the joints, the ends will already exhibit tightening.) Add additional pressure, as you watch the alignment, to either the middle and/or the outer clamp. This will take care of half the panel. The third, outer clamp will finish the alignment. Usually one hand will be turning the handle as the other does the fine tuning.
A word of caution; DO NOT over tighten your clamps, a slight pressure here goes a long ways. Too much can lead to a glue starved joint. You should have alignment for the face in a moment or so and tack with the glue should be overcoming the "swimming" effect - then you can tighten the clamps some more. The glue beading out of the joint is a good indication of the amount of pressure. After a final check at the clamp locations for misalignment, I'll write the time on the panel. Panels can be removed from the clamps to continue drying after 20 minutes. By this time, you can have a freshly jointed and readied panel to start over again. I try to let the panels dry overnight before sanding them to assure complete drying of the glue joint.
Process the panels to their final dimensions after thicknessing them. Door panels that fit inside of frames do not need to be jointed - the sawn edge will work just fine. Be sure to allow for wood movement in the final width. Larger tops are usually too awkward to joint the edges to remove saw marks. Here a hand plane or other means will smooth the edges; a belt sander works fine on end grain. Attach the top, taking into account its movement.
With a judicious eye and sound jointing processes, edge glued panels can have nearly invisible seams, contributing to the overall beauty and professionalism of your next project.
Doug Smith
Editor's Note: Doug is one of the founding members of the WWA and he offers loads of interesting information from his homepage .